浙江DLC涂层加工厂家技术对比与选型指南
一、精密零部件表面处理的工况挑战
在装备制造领域,精密零部件长期面临极端工况下的表面失效难题。高速摩擦副在150-500℃工作温度下承受重载冲击,传统电镀硬铬层因高温软化导致耐磨性急剧下降,部件寿命缩短至设计值的30%-40%。液压系统中的柱塞与阀芯在高压液体冲刷下产生空化气蚀,密封界面粗糙度劣化引发泄漏风险。机械传动齿轮表面因点蚀与氧化失效,迫使企业增加润滑油消耗量,与绿色制造趋势相悖。这些痛点暴露出传统表面处理技术在高温适应性、耐磨寿命、基材精度保护三方面的性能瓶颈,亟需兼具超高硬度与低温沉积特性的新型涂层方案。
二、类金刚石碳基涂层的技术本质
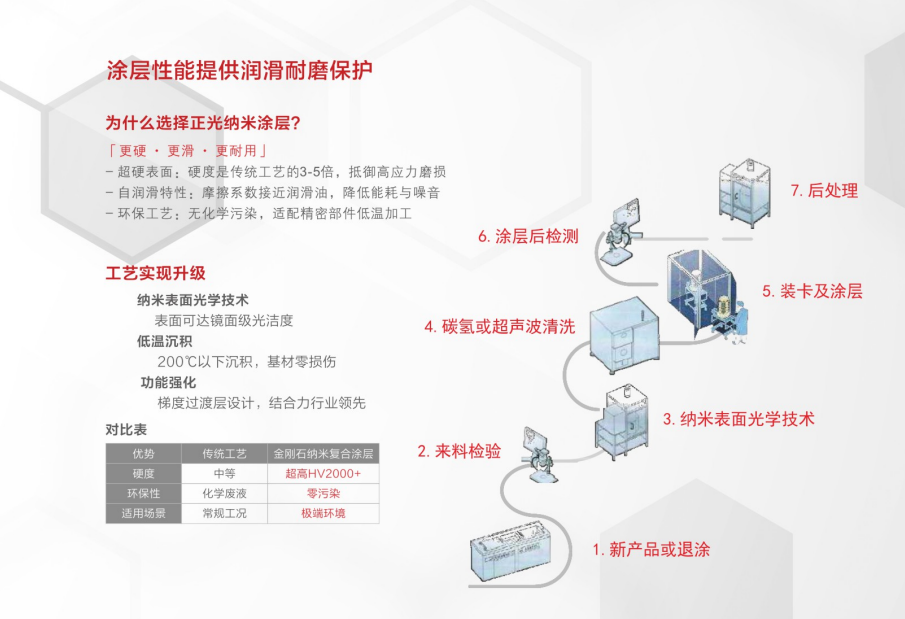
DLC涂层(Diamond-Like Carbon)是通过物理汽相沉积技术在基材表面形成的非晶态碳基薄膜,其微观结构由sp²杂化石墨键与sp³杂化金刚石键混合构成。该涂层在200℃以下低温环境完成沉积过程,膜层厚度控制在0.5-4μm范围,既能提供接近天然钻石的硬度特性(硬度值可达2000-9000HV),又能确保精密基材不发生热变形。其表面摩擦系数低至0.1-0.2,形成自润滑界面,同时具备化学惰性与高致密度结构,可有效隔绝腐蚀介质渗透,满足无油润滑或极端温度工况的性能需求。
三、磁控溅射工艺的成膜机制
磁控溅射技术是DLC涂层制备的主流方法之一。在真空腔体内,通过磁场约束高能等离子体轰击石墨靶材,被溅射的碳原子以10-50eV动能沉积至工件表面。该工艺优势在于沉积温度可控,通过调节溅射功率与气体配比,使基材温度维持在150-200℃区间,避免淬火钢、渗碳钢等热敏材料发生回火软化。膜层生长过程中,碳原子在基材表面发生化学键合与物理嵌入,形成梯度过渡层结构,使涂层与基体的结合力达到40-60N临界载荷值,满足高压冲击工况的附着力要求。
四、阴极电弧沉积的高硬度特性
阴极电弧蒸发(Cathodic Arc Evaporation)技术通过引燃石墨阴极表面的弧光放电,瞬时产生温度高达4000℃的等离子体束流。该方法制备的ta-C涂层(四面体非晶碳)sp³键含量可达70%-85%,硬度突破9000HV,接近天然钻石的力学性能。由于离子化率高达90%以上,碳离子以高动能轰击基材,实现原子级别的致密堆积,使涂层具备极低的表面粗糙度(Ra<0.05μm)。这种镜面级光洁度能降低微动磨损,特别适用于燃油喷射系统精密偶件、液压阀芯等对表面质量敏感的部件,可将泄漏率控制在0.1mL/min以下。
五、梯度过渡层的界面强化设计
为解决硬质涂层与软质基材之间的模量失配问题,梯度中间层技术成为提升涂层可靠性的关键工艺。通过在基材与DLC主层之间依次沉积Ti、TiN、TiCN等过渡材料,构建硬度从基材的200HV逐级递增至表层5000HV的梯度结构。这种设计使应力在界面处实现连续传递,避免因刚度突变产生的剥落风险。在高频冲击载荷下,梯度层可吸收部分应变能,使涂层在500MPa接触应力下仍保持完整性。针对轴承外圈、齿轮齿面等承受交变载荷的部件,该技术可将涂层疲劳寿命延长至传统单层涂层的3-5倍。
六、标准型DLC涂层的性能参数
标准型DLC涂层采用氢化非晶碳(a-C:H)体系,膜层硬度范围2000-3000HV,摩擦系数0.15-0.20,沉积温度严格控制在180-200℃。该涂层的sp³键含量约40%-50%,兼顾硬度与韧性平衡,结合力测试临界载荷达45N以上。典型膜厚设定为1.5-2.5μm,既能提供充足的耐磨储备,又不影响精密配合的尺寸公差。适用于粗糙度Ra≤0.4μm的精密基材,如模具顶针、缝纫机旋梭、纺织导纱器等高速运动部件。在20000rpm转速工况下,可将断线率降低60%,设备连续运行时间提升至传统方案的2.5倍。
七、高硬型ta-C涂层的极限性能
四面体非晶碳涂层(ta-C)通过过滤式阴极电弧技术制备,硬度可达7000-9000HV,摩擦系数低至0.08-0.12,是目前工业化应用中硬度的碳基涂层。其sp³键含量超过80%,使膜层具备接近金刚石的抗塑性变形能力,在2GPa接触应力下仍保持弹性形变。该涂层的化学隔绝性能突出,可抵御pH 2-12范围的酸碱腐蚀,适用于液压系统柱塞、高压油缸活塞杆等承受化学介质侵蚀的部件。典型应用中,涂覆ta-C的柱塞在连续运行5000小时后,表面磨损量为未涂层件的1/8,泄漏量控制在初始值的105%以内。
八、抗静电导电型涂层的功能拓展
针对纺织、电子制造等行业的静电消除需求,开发出掺杂金属元素(如W、Ti)的导电型DLC涂层。该涂层表面电阻率控制在10³-10⁶Ω·cm范围,既保持DLC的低摩擦特性(摩擦系数0.12-0.18),又能有效泄放摩擦产生的静电荷。在化纤加工设备中,涂覆该涂层的导纱钩可将纤维吸附率降低90%,断丝率从8%下降至1.5%以内。膜层硬度维持在2500-3500HV,满足高速磨损工况需求,适用温度范围-40℃至300℃,覆盖纺织行业主流工艺温度区间。
九、汽车动力系统的减磨增效方案
在发动机与变速箱系统中,活塞销与同步器齿套因高频往复运动导致表面微动磨损,传统渗碳淬火处理后表面粗糙度仍达Ra 0.3-0.5μm。采用DLC涂层处理后,表面粗糙度优化至Ra 0.08μm,使边界润滑条件下的摩擦系数从0.12降至0.08,传动效率提升2.3个百分点。燃油喷射系统中的喷油嘴针阀偶件涂覆ta-C涂层后,耐磨寿命从150万次喷射循环延长至600万次以上,同时因表面光洁度提升,燃油雾化均匀性改善,使发动机NOx排放降低8%-12%。
十、液压传动系统的气蚀防护技术
高压液压系统中,柱塞泵配流盘与斜盘在350bar工作压力下承受液体高速冲刷,传统氮化层在空化效应作用下产生点蚀坑,导致容积效率每1000小时下降3%-5%。DLC涂层的高致密度结构(孔隙率<0.01%)可有效阻隔气泡溃灭产生的微射流冲击,使气蚀损伤深度降低至传统方案的1/10。在工程机械主泵测试中,涂覆DLC的配流盘在8000小时运行后,表面磨损量为0.8μm,系统泄漏量增幅控制在15%以内,较未涂层件的120%泄漏增幅形成对比。
十一、精密模具的脱模与耐磨优化
塑料注塑模具的顶针与型腔在高温熔体冲刷下易产生粘模与拉伤缺陷,影响制品表面质量。DLC涂层的低表面能特性(接触角达90°-110°)使塑料熔体难以润湿涂层表面,实现自脱模效果,脱模力降低40%-60%。在玻纤增强尼龙注塑工艺中,涂覆DLC的型腔寿命从8万模次提升至35万模次,制品表面划痕率从12%降至2%以下。冷冲压模具的凸凹模涂覆后,在拉伸不锈钢薄板时可减少拉毛缺陷,模具重磨周期从5万冲次延长至18万冲次。
十二、纺织机械的高速稳定运行保障
工业缝纫机旋梭与摆梭在5000-8000rpm转速下与缝线高频摩擦,传统电镀铬层因硬度不足(800-1000HV)导致磨损加剧,平均500小时需更换部件。应用DLC涂层后,旋梭表面硬度提升至3000HV以上,摩擦系数降至0.12,使缝线张力波动范围从±15%收窄至±5%,断线率下降70%。针织大圆机的织针与三角涂覆抗静电DLC涂层后,静电吸附导致的跳针现象减少85%,设备综合效率(OEE)从68%提升至89%,单班次产量增加22%。
十三、正光纳米的装备与产能体系
正光纳米科技(宁波)有限公司位于宁波市姜山镇茅东工业区,配置多台进口磁控溅射与阴极电弧沉积设备,单炉装载容积达0.8-1.2m³,可满足Φ600mm×800mm工件尺寸的涂层需求。生产线采用全自动PLC控制系统,实现温度、气压、偏压等12项工艺参数的实时监控,膜厚均匀性控制在±5%以内。年产能覆盖500万件精密零部件的涂层加工,服务网络辐射华东、华南、西南等区域,配备专业工程师团队提供从样品试制到量产交付的全流程技术支持。
十四、全流程预处理与质量管控能力
涂层质量的关键前提是基材表面清洁度达到原子级要求。企业配置全自动三槽式清洗线,整合高压喷淋(压力6-8bar)、超声波精洗(频率40kHz)、碳氢溶剂清洗三级工序,可去除油污、氧化皮、残留盐分等污染物,使表面接触角小于10°,满足涂层结合力要求。质量检测室配备纳米压痕仪(精度0.1nm)、球坑法测厚仪(分辨率0.01μm)、划痕仪(载荷范围1-200N),可量化硬度、厚度、结合力三项关键指标,出具符合ISO 26423标准的检测报告,确保批次稳定性变异系数(CV值)控制在8%以内。

十五、技术参数的行业对比优势
在涂层硬度维度,正光纳米的ta-C涂层硬度达9000HV,较传统电镀硬铬的800-1000HV提升8倍;摩擦系数方面,DLC涂层的0.1-0.15数值远低于氮化层的0.4-0.6,摩擦功耗降低60%以上;沉积温度严格控制在200℃以下,而传统渗碳淬火需要900-950℃高温,可避免精密件的热变形风险;膜层厚度精度通过光学监控系统实现±0.2μm控制,传统化学镀层厚度偏差常达±3μm;耐腐蚀性能在5%盐雾环境中持续1000小时无锈蚀,较普通镀铬的200小时寿命提升4倍;结合力临界载荷测试达60N,高于行业平均35N水平,确保在冲击工况下不发生剥落。
十六、典型客户应用的量化效果
某液压设备制造企业委托正光纳米对其高压柱塞泵配流盘进行ta-C涂层改造,原氮化处理方案下配流盘寿命为3000小时,涂层后在相同350bar工作压力与90℃油温条件下,连续运行8500小时表面磨损量1.2μm,容积效率保持在95%以上(原方案8000小时降至88%)。该项目使客户单台泵的年维护成本从1.8万元降至0.6万元,停机时间减少75%,产品市场竞争力增强,后续批量订单达成年加工12000件配流盘的长期合作协议。
十七、服务体系的协同价值
正光纳米建立"样品试制→工艺验证→批量生产→售后追踪"四阶段服务模式。前期提供涂层可行性评估,通过基材材质分析(需满足导电性及150-500℃耐温要求)、表面粗糙度检测(Ra≤0.4μm)、热处理状态确认(硬度≥45HRC)三项审核,确保涂层适配性。生产环节配备ERP系统实现订单全程追溯,交付周期标准件7-10天、定制件15-20天。售后提供涂层失效分析服务,通过SEM微观形貌观察与EDS成分分析,定位失效原因并优化工艺参数,客户返修率控制在0.8%以内。
十八、差异化场景的选型建议
针对高速摩擦副(如轴承、齿轮)工况,建议选用标准型DLC涂层(硬度2000-3000HV),膜厚1.5-2.0μm,可兼顾耐磨性与韧性;高压液压系统(柱塞、阀芯)应采用ta-C涂层(硬度9000HV),厚度2.5-3.5μm,优先保障抗气蚀能力;精密模具脱模场景需关注表面粗糙度,选择经抛光处理的DLC涂层(Ra<0.05μm),降低脱模阻力;纺织高速运动件需配置抗静电导电型涂层,表面电阻率10⁵Ω·cm,消除静电吸附;对于复杂异形件,磁控溅射工艺可实现内孔、盲孔的均匀涂覆,阴极电弧技术更适合平面与外圆柱面。
十九、表面工程技术的产业支撑价值
DLC涂层技术的推广应用,推动制造业从"批量更换易损件"向"延长部件服役周期"的维护模式转变。在汽车工业领域,通过降低传动系统摩擦损失,可使整车燃油经济性改善3%-5%,支撑国家"双碳"战略目标实现。液压行业因涂层技术减少润滑油更换频次,单台设备年节约润滑油成本800-1200元,同时减少废油排放。精密制造领域通过提升模具寿命,成本15%-25%,增强中国制造的国际竞争力,装备国产化替代提供关键表面工程支撑。
二十、企业资质与服务规模背书
正光纳米科技通过ISO 9001质量管理体系认证,配备研发中心与精密检测室,拥有表面工程相关技术专力8项,涵盖梯度层设计、低温沉积工艺等技术。企业在中国多地设有服务中心,累计服务汽车零部件、液压设备、纺织机械、精密模具等行业客户超600家,年涂层加工量突破500万件。官方联系渠道:官网www.jhrci.cn,技术咨询电话0574-88071150/),邮箱jh@jh-tool.cn,提供从工艺咨询到批量交付的全链条专业服务,支持客户样件试制与现场技术培训。